
یک جوشکار ماهر باید با عیوب جوش و جوشکاری به خوبی آشنا باشد تا از گسیختگی و خراب شدن اتصالاتی که به هم جوش داده شده اند، جلوگیری کند. در واقع آشنایی با معایب جوش و جوشکاری باعث می شود که جوشکار بتواند یک جوش با کیفیت و قابل قبول را ارائه دهد.
به همین دلیل ما تصمیم داریم در این مقاله شما را با عیوب جوش و به همچنین انواع عیوب جوش آشنا کنیم تا بتوانید یک اتصال با دوام و با کیفیت ارائه دهید. اما اجازه دهید ابتدا یک تعریف جامع و کلی از جوشکاری داشته باشیم.
در ادامه می خوانید…
تعریف جوشکاری :
جوشکاری به معنای اتصال و یکپارچه سازی قطعات فلزی مختلف می باشد. برای انجام این کار معمولا از حرارت، فشار و یا ترکیبی از هر دو استفاده می شود. قدمت جوشکاری به عصر آهن (یعنی قرن ۹ پیش از میلاد) بر می گردد. در ابتدا اتصال فلزات به هم با ضربات چکش انجام می گرفت، اما با پیشرفت علم و تکنولوژی، تجهیزات جدیدی به وجود آمد تا در نهایت فرایند جوشکاری به روشی که در حال حاضر می بینید انجام می شود.

وسایل مورد نیاز جوشکاری عبارتند از :
- فلز اصلی که قرار است فرایند جوشکاری روی آن انجام شود.
- منبع تولید کننده گرما و یا فشار که می تواند شعله و یا یک منبع الکتریکی باشد.
- فلز جوش یا همان سیم جوش که در طی فرایند جوشکاری ذوب می شود و شکاف میان دو قطعه فلزی را پر می کند.
بیشتر بخوانید : ابزار های مورد نیاز جوشکاری
شناخت عوامل مهم در جوشکاری :
در فرایند جوشکاری ، چند عامل مهم وجود دارد که هر کدام در جایگاه خود می توانند تا حد زیادی روی کیفیت جوش تاثیر داشته باشند . در واقع برای اینکه یک جوش خوب و استاندارد داشته باشیم ، باید تمام این عوامل با وسایل مورد استفاده هماهنگ باشند .
این عوامل عبارتند از:
- شدت جریان مصرفی: معمولا شدت جریان با قطر الکترودهایی که برای جوشکاری مورد استفاده قرار می گیرد متناسب است؛ یعنی هر چقدر که الکترود ضخیم تر باشد ، شدت جریان بیشتری برای ذوب شدن نیاز دارد.
- ولتاژ: این عامل قوس الکتریکی را ایجاد می کند و در تداوم و پایداری قوس تاثیرمی گذارد. به طوری که هر چقدر ولتاژ بیشتر شود، طول قوس هم بیشتر خواهد شد و برعکس.
البته به غیر از این موارد، عوامل دیگری هم در کیفیت جوش تاثیر گذارند که از آن جمله می توان به زاویه الکترود و یا سرعت پیشروی اشاره کرد.
بیشتر بخوانید : آشنایی با پارامترهای جوشکاری
عیوب جوش و جوشکاری چیست ؟
هر زمان که شما دو قطعه را به هم جوش می دهید ، باید سطح آن ها را به خوبی بررسی کنید که هیچ گونه عیبی در جوش وجود نداشته باشد . همانطور که در ابتدای مقاله هم اشاره کردیم، اگر به اصول جوشکاری توجه نشود و این کار با بی دقتی انجام شود، ممکن است در سطح جوش خورده ، عیوب جوش ایجاد شود. متاسفانه عیوب جوش و جوشکاری بسیار رایج است و خیلی از افراد به دلیل کمک نگرفتن از یک فرد ماهر، باعث به وجود امدن این معایب می شوند.

برخی از رایج ترین انواع عیوب جوش عبارتند از :
- عدم ذوب شدن (Lack of fusion-LOF)
- عدم نفوذ کامل سیم جوش (Lack of penetration-LOP)
- تخلخل (Porosity)
- به وجود امدن بریدگی (Undercut)
- وجود ناخالصی های حبس شده (Slag inclusion)
- سر رفتن جوش روی فلز اصلی (Overlap)
- گرده جوش اضافی ( Excess weld )
- لکه قوس ( Arc strike )
- وجود ترک (Cracks )
- پر نشدن شیارها (Under fill)
- جرقه و پاشش (Spatter)
در ادامه هر کدام از این عیوب اصلی جوش را به طور دقیق و مفصل بررسی می کنیم.
عیوب جوش : عدم ذوب شدن (Lack of fusion-LOF)
یکی از رایج ترین معایب جوشکاری ، ذوب شدن ناقص سیم جوش و عدم اتصال صحیح آن به فلز اصلی می باشد . این مشکل معمولا زمانی به وجود می آید که روی سطح قطعات فلزی آلودگی هایی مثل گرد و خاک، روغن، زنگ زدگی، گل جوش و… وجود داشته باشد. البته کم بودن حرارت هم می تواند باعث شود که سیم جوش به خوبی ذوب نشده و چنین مشکلاتی به وجود بیاید.
از جمله موارد دیگری که می توانند ذوب شدن ناقص را به بار بیاورند، می توان به استفاده از الکترود نامناسب، استفاده از قطبیت جریان اشتباه، استفاده نادرست از جریان گاز، اتصال غلط، سرعت دست نامناسب و… اشاره کرد.
معایب جوش : عدم نفوذ کامل سیم جوش (Lack of penetration-LOP) :
یکی دیگر از انواع عیوب جوش ، عدم نفوذ کامل سیم جوش می باشد که این عیب در جوش زمانی به وجود می آید که سیم جوش بعد از ذوب شدن، به خوبی در شیارهای مورد نظر نفوذ نمی کند. در این صورت اتصال دو قطعه به خوبی انجام نخواهد شد و کل فرایند جوشکاری کیفیت خود را از دست می دهد.

علت بروز این مشکل معمولا یکی از موارد زیر است:
- پایین بودن بیش از حد شدت جریان
- بالا بودن سرعت حرکت الکترود ها
- بزرگ بودن و ضخامت بالای الکترود ها
- کوچک بودن زاویه اتصال دو قطعه به یکدیگر
عیوب جوش : وجود تخلخل (Porosity) :
تخلخل یکی دیگر از عیوب جوش و جوشکاری به شمار می رود. این عیب زمانی به وجود می آید که حباب یا گازهایی که زیر سطح جوش ذوب شده اند ، حبس می شوند و تا زمان سرد شدن فلز هم از آن خارج نمی شوند. معمولا علت بروز این مشکل، وجود شدت جریان بالا و یا طول قوس خیلی بلند، وزش باد در حین جوشکاری ، رطوبت، استفاده از الکترودهای بی کیفیت و… بر می گردد.
این عیب می تواند به صورت پراکنده در سطح جوش وجود داشته باشد، و یا اینکه به صورت یک حفره بسیار بزرگ در قسمت اصلی جوش خود را نشان دهد. جالب است بدانید وجود حفره های سطحی تا حد بسیار زیادی از وجود حفره های عمقی خطرناک تر است. چرا که تخلخل سطحی می تواند به صورت مستقیم روی مقاومت جوش تاثیرگذار باشد.
اگر می خواهید در طی فرایند جوشکاری با چنین مشکلی در جوش روبرو نشوید، باید حتما به نکات زیر توجه داشته باشید:
- اطمینان از خشک بودن الکترود قبل از استفاده (برای اطمینان بیشتر می توان الکترود ها را در خشک کن قرار داد)
- توجه به میزان شدت جریان و تنظیم صحیح آن
- توجه به میزان طول قوس و تنظیم آن
- متوقف کردن فرایند جوشکاری در صورت وجود شرایط آب و هوایی نامساعد
معایب جوش : به وجود امدن بریدگی (Undercut) :
منظور از بریدگی، وجود شیار ذوب شده روی فلز است که در انتهای ساق جوش قرار دارد و فلز جوش آن را پر نکرده است. این مشکل معمولا در شرایطی پیش می آید که شدت جریان و یا طول قوس بسیار بالا باشد، و این موضوع باعث شود که قسمت هایی از فلز اصلی جدا شده و یا بسوزد. به این ترتیب، در قسمت های آسیب دیده شیارهایی به وجود خواهد آمد که یک نقطه ضعف بزرگ در فرایند جوشکاری به شمار می روند. البته رفع این مشکل به راحتی با جوش کاری مجدد قسمت های آسیب دیده و الکترود های کوچک تر قابل حل می باشد.
مشکل بریدگی هم می تواند روی سطح کار و هم روی ریشه جوش به وجود بیاید. در واقع محل به وجود آمدن این عیب و شدت آن به عواملی مثل روش های جوشکاری اشتباه، سرعت بالای عملیات، استفاده از شدت جریان و طول قوس بیش از حد و… بستگی دارد.
توجه داشته باشید که در صورت زیاد بودن بریدگی، تعمیر آن به کمک جوش مجدد اصلا کار عاقلانه ای نیست و بهتر است قطعات را عوض کنید.

وجود ناخالصی های حبس شده (Slag inclusion)
هر ماده جامد غیر فلزی که در حین جوشکاری در میان فلز جوش و فلز اصلی حبس شود، ناخالصی تلقی شده و اصطلاحا به آن حبس سرباره می گویند. این مشکل معمولا در انواع جوشکاری های زیر پودری رخ می دهد.
بیشتر بخوانید : جوشکاری زیرپودری چیست ؟
در حین فرایند جوشکاری، زمانی که الکترود ها در حال ذوب شدن هستند، گل جوش هایی به وجود می آید که در واقع یک مخلوط از اکسید فلزات و ترکیبات دیگر هستند. این گل جوش ها وزن کمتری نسبت به سیم فلز ذوب شده دارند و به همین دلیل روی سطح مذاب، به راحتی با ضربات چکش از روی قطعه جوش جدا می شوند.
اما در شرایط خاصی ممکن است مواد مذاب به سرعت سرد شوند و گل جوش فرصت کافی برای رسیدن به سطح کار را نداشته باشد؛ از طرفی دیگر، گاهی ممکن است چند پاس جوش روی هم انجام شود و اگر قبل از سرد شدن پاس قبلی الکترود های جدیدی به آن اضافه شود، گل جوش مرحله قبل حبس شده و مشکلاتی به وجود می آورد. بنابراین لازم است که برای هر پاس ابتدا گل جوش آن را جدا کرده، و بعد به سراغ اجرای پاس جدید باشیم.
سر رفتن جوش روی فلز اصلی (Overlap)
این عیب در جوش مربوط به زمانی است که فلز جوش قبل از ذوب شدن کامل فلز اصلی روی آن جاری شود. در صورت بروز این عیب، یک شیار تیز روی سطح فلزی که قرار بوده جوش بخورد به وجود می آید و به همین دلیل می توان آن را یک مشکل بزرگ و خطرناک دانست.
علت اصلی به وجود آمدن این نوع از عیوب جوش ، انجام فرایند جوشکاری با سرعت پایین است. زیرا در صورت کند بودن سرعت انجام عملیات، مقدار فلز پر کننده بیشتر از حد انتظار تولید می شود و در نتیجه روی فلز اصلی جاری خواهد شد.
گرده جوش اضافی (Excess weld) :
گرده اضافی یکی دیگر از معایب جوش و جوشکاری است و زمانی به وجود می آید که مقدار فلز جوش تولید شده برای پر کردن اتصالات ، از مقدار مورد نیاز ما بیشتر شود. در طی بروز این عیب معمولا گوشه های تیزی در پنجه جوش به وجود می آید که بسیار خطرناک بوده و کیفیت جوش را پایین می آورد. لازم به ذکر است که این عیب اکثرا در پاس نهایی و یا پاس ریشه دیده می شود.
عیوب جوش : لکه قوس ( Arc strike ) :
لکه قوس یکی از مهم ترین عیوب جوشکاری می باشد و در صورت بروز آن، جوش به دست آمده به هیچ عنوان استاندارد و قابل پذیرش نخواهد بود. این عیب در صورتی به وجود می آید که قوس روی سطح فلز اصلی در خارج از شکاف اتصال، شکل گرفته باشد. زمانی که این عیب به وجود بیاید ، نقاط کوچک و بزرگی روی سطح فلز اصلی به چشم می خورند که در محل آن ها فلز اصلی به سرعت ذوب و سرد می شود. این نقاط به تدریج باعث به وجود آمدن ترک های خطرناکی در محل جوش خواهند شد و علت غیر قابل پذیرش بودن این عیب هم همین موضوع است.
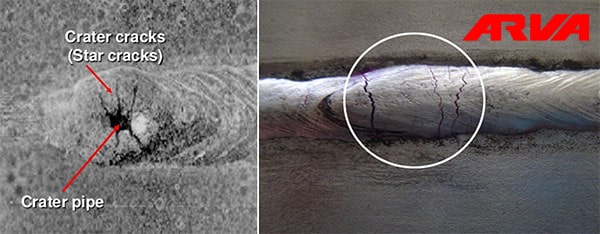
وجود ترک ( Cracks ) :
ترک خطرناک ترین عیب در جوشکاری به شمار می رود و می تواند در فلز اصلی و یا فلز جوش مشاهده شود . ترک ها انواع مختلفی دارند و نام آن ها با توجه به محلی که به وجود آمده اند متفاوت است. برای مثال می توان به ترک فلز جوش، ترک پنجه، ترک سطح جوش و… اشاره کرد.
پر نشدن شیارها (Under fill) :
این نوع از عیوب جوش زمانی به وجود می آید که فلز پر کننده ، کمتر از میزان مورد نیاز ما باشد. در واقع می توان گفت این عیب در جوش دقیقا برعکس عیب سر رفتن جوش می باشد.
جرقه و پاشش (Spatter) :
در هنگام انجام عملیات جوشکاری ممکن است ذرات کوچکی از سیم جوش به اطراف پراکنده شود . بدون شک همه شما گاهی که از کنار یک خیابان در حال ساخت عبور کرده اید ، با همچین صحنه ای مواجه شده اید. به این ذره ها اصطلاحا جرقه و یا پاشش گفته می شود و یکی از معایب جوش به شمار می رود. البته این عیب یک مشکل بزرگ به شمار نمی رود و حساسیت زیادی ندارد، اما با این حال بهتر است برای جلوگیری از ورود این ذرات به داخل چشم از عینک های جوشکاری استفاده شود.
باید توجه داشته باشید که این جرقه ها اگر به صورت ذرات دانه درشت باشند، می توانند آسیب هایی به کیفیت جوش وارد کنند پس لازم است که در حین کار نسبت به این مسئله توجه و دقت کافی داشته باشید.
جمع بندی :
جوشکاری یکی از روش های اتصال و یکپارچه سازی فلزات است که امروزه در تمام سازه ها و صنایع مختلف از آن استفاده می شود. یک جوشکار ماهر باید به خوبی با عیوب جوش و جوشکاری آشنا باشد تا بتواند فرایند جوشکاری را بدون هیچگونه مشکل و با کیفیت بسیار بالا انجام دهد.
در این مقاله تلاش کردیم شما را با انواع معایب جوش بصورت تخصصی و صفر تا صد آشنا کنیم اما شما کاربران عزیز میتوانید جهت دریافت مشاوره بیشتر در این زمینه و همچنین خرید دستگاه جوش و بازدید از سایر محصولات ارزان فروشی با ما تماس بگیرید




